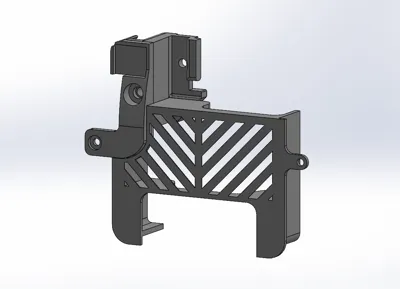
Nozzle Wiper with Purge Chute Cover for X1/P1





Print Profile(1)

Description
Boost Me (for free)
If you liked my model, please support it with a boost if possible. Thank you.
Does NOT work if you have first layer scan enabled on the X1.
Update 17.09.25
Minor adjustments to the cover sizes.
Added "wiper top" versions with a silicone pad raised by 0.4, 0.8, 1, 1.2mm.
Changed acceleration in gcode from 30000 to 20000. This is especially important for the "wiper top+1.2mm" version.
IMPORTANT. No matter which version you use, first make sure that the nozzle will not catch on the plastic part of the model. The fact that +1.2mm works fine in my printer does not mean that it will work the same way in yours, as printer assemblies may differ.
==========
Minor size discrepancies have been fixed, but most importantly a purge chute cover has been made that fits this wiper.
Wiper uses A1 silicone pad. If the double sided tape on the pad does not hold it, then use a high quality cyanoacrylate glue.
The original A1 pad are designed for a brushing motion with multiple passes, as is used in the A1 series of printers. Since the X1/P1 does not do this by default (it has no brush), do the following:
- In Bambu Studio or Orca Slicer, go to the Prepare tab and click the edit icon next to your printer.
- Navigate to the Machine gcode tab.
- In the Machine start G-code, paste 2 times code provided under the screenshots in the places highlighted in the screenshots below.
- Save.


Code for copy\paste:
;===== Scrubbler nozzle wipe start ABL_5/20/24 ==================
G90 ; ensure absolute mode (should already be in it, but here for safety)
G1 Z10 F1200 ; Make sure we don't hit the bed during wiping passes
G1 X128 Y265 F20000; start position, should be very close to where steel plate rub seq. ended
G91 ; relative mode
G1 X-45 F20000 ; run snake pattern from top back to front, run at max acceleration.
G1 Y-0.5 ; increment y slightly , and repeat back/forth while incrementing y.
G1 X45
G1 Y-0.5
G1 X-45
G1 Y-0.5
G1 X45
G1 Y-0.5
G1 X-45
G1 Y-0.5
G1 X45
G90 ; restore to absolute mode
G1 X128 Y265 ; return to start position.
G1 F3000 ; restore previous acceleration
;===== Scrubbler nozzle wipe end ================================

Comment & Rating (166)