A1 Plotter Module



Print Profile(2)


Description
Greetings Users,
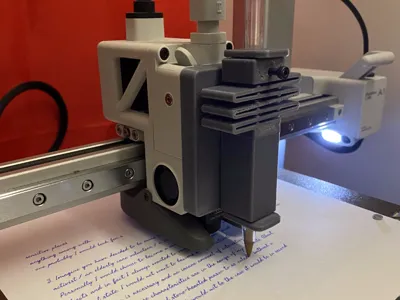
This plotter modification for Bambu Lab printers A1 and A1 mini is designed to be Easily printable, easily assemblable and naturally easy to use. All you need to do is:
-print all elements.
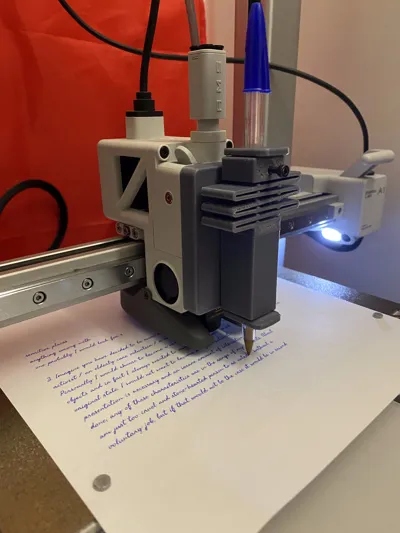
-assemble (cap, spring, tube), use 1 M3x16 screw to secure the pen in place, there are as well adapter for pens of smaller diameters (it works perfectly with BIC Crystal (use 2 M3x16 screws)).
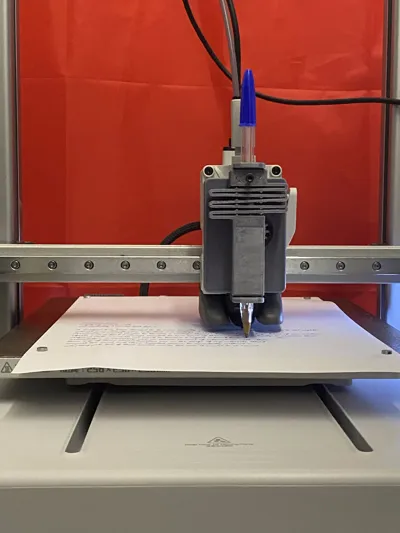
-replace default extruder cover with plotter module and make sure the pen is around 4mm below nozzle all the time besides before printing to the moment is making its first model printing line.
-have fun and don't loose your nerves)
*Remember to move your object that your machine will be drawing bit higher on table, because pen is located bit lower on Y axis than nozzle that is determinant of your printing path.
*Start G-Code listed below is ONLY FOR A1 printer, it is useable but there is always room for improvement:
(Paste it in “A1 Plotter Writing Settings” file in printer G-Code start settings)
;===== machine: A1 =========================
;===== date: 20240620 =====================
G392 S0
M9833.2
;M400
;M73 P1.717
;===== start to heat heatbead&hotend==========
M1002 gcode_claim_action : 2
M1002 set_filament_type:{filament_type[initial_no_support_extruder]}
M104 S140
M140 S[bed_temperature_initial_layer_single]
;=====start printer sound ===================
M17
M400 S1
M1006 S1
M1006 A0 B10 L100 C37 D10 M60 E37 F10 N60
M1006 A0 B10 L100 C41 D10 M60 E41 F10 N60
M1006 A0 B10 L100 C44 D10 M60 E44 F10 N60
M1006 A0 B10 L100 C0 D10 M60 E0 F10 N60
M1006 A43 B10 L100 C46 D10 M70 E39 F10 N80
M1006 A0 B10 L100 C0 D10 M60 E0 F10 N80
M1006 A0 B10 L100 C43 D10 M60 E39 F10 N80
M1006 A0 B10 L100 C0 D10 M60 E0 F10 N80
M1006 A0 B10 L100 C41 D10 M80 E41 F10 N80
M1006 A0 B10 L100 C44 D10 M80 E44 F10 N80
M1006 A0 B10 L100 C49 D10 M80 E49 F10 N80
M1006 A0 B10 L100 C0 D10 M80 E0 F10 N80
M1006 A44 B10 L100 C48 D10 M60 E39 F10 N80
M1006 A0 B10 L100 C0 D10 M60 E0 F10 N80
M1006 A0 B10 L100 C44 D10 M80 E39 F10 N80
M1006 A0 B10 L100 C0 D10 M60 E0 F10 N80
M1006 A43 B10 L100 C46 D10 M60 E39 F10 N80
M1006 W
M18
;=====start printer sound ===================
;=====avoid end stop =================
G91
G380 S2 Z40 F1200
G380 S3 Z-15 F1200
G90
;===== reset machine status =================
;M290 X39 Y39 Z8
M204 S6000
M630 S0 P0
G91
M17 Z0.3 ; lower the z-motor current
G90
M17 X0.65 Y1.2 Z0.6 ; reset motor current to default
M960 S5 P1 ; turn on logo lamp
G90
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
M73.2 R1.0 ;Reset left time magnitude
;M211 X0 Y0 Z0 ; turn off soft endstop to prevent protential logic problem
;====== cog noise reduction=================
M982.2 S1 ; turn on cog noise reduction
M1002 gcode_claim_action : 13
G28 X
G91
G1 Z5 F1200
G90
G0 X128 F30000
G0 Y254 F3000
G91
G1 Z-5 F1200
M109 S25 H140
M17 E0.3
M83
G1 E10 F1200
G1 E-0.5 F30
M17 D
G28 Z P0 T140; home z with low precision,permit 300deg temperature
M104 S{nozzle_temperature_initial_layer[initial_extruder]}
M1002 judge_flag build_plate_detect_flag
M622 S1
G39.4
G90
G1 Z5 F1200
M623
;M400
;M73 P1.717
;===== prepare print temperature and material ==========
M1002 gcode_claim_action : 24
M400
;G392 S1
M211 X0 Y0 Z0 ;turn off soft endstop
M975 S1 ; turn on
G90
G1 X-28.5 F30000
G1 X-48.2 F3000
M620 M ;enable remap
M620 S[initial_no_support_extruder]A ; switch material if AMS exist
M1002 gcode_claim_action : 4
M400
M1002 set_filament_type:UNKNOWN
M109 S[nozzle_temperature_initial_layer]
M104 S250
M400
T[initial_no_support_extruder]
G1 X-48.2 F3000
M400
M620.1 E F{filament_max_volumetric_speed[initial_no_support_extruder]/2.4053*60} T{nozzle_temperature_range_high[initial_no_support_extruder]}
M109 S250 ;set nozzle to common flush temp
M106 P1 S0
G92 E0
G1 E50 F200
M400
M1002 set_filament_type:{filament_type[initial_no_support_extruder]}
M621 S[initial_no_support_extruder]A
M109 S{nozzle_temperature_range_high[initial_no_support_extruder]} H300
G92 E0
G1 E50 F200 ; lower extrusion speed to avoid clog
M400
M106 P1 S178
G92 E0
G1 E5 F200
M104 S{nozzle_temperature_initial_layer[initial_no_support_extruder]}
G92 E0
G1 E-0.5 F300
G1 X-28.5 F30000
G1 X-48.2 F3000
G1 X-28.5 F30000 ;wipe and shake
G1 X-48.2 F3000
G1 X-28.5 F30000 ;wipe and shake
G1 X-48.2 F3000
;G392 S0
M400
M106 P1 S0
;===== prepare print temperature and material end =====
;M400
;M73 P1.717
;===== auto extrude cali start =========================
M975 S1
;G392 S1
G90
M83
T1000
G1 X-48.2 Y0 Z10 F10000
M400
M1002 set_filament_type:UNKNOWN
M1002 set_filament_type:{filament_type[initial_no_support_extruder]}
;M1002 set_flag extrude_cali_flag=1
M1002 judge_flag extrude_cali_flag
M622 J1
M1002 gcode_claim_action : 8
M109 S{nozzle_temperature[initial_extruder]}
G1 E10 F{outer_wall_volumetric_speed/2.4*60}
M983 F{outer_wall_volumetric_speed/2.4} A0.3 H[nozzle_diameter]; cali dynamic extrusion compensation
M106 P1 S255
M400 S5
G1 X-28.5 F18000
G1 X-48.2 F3000
G1 X-28.5 F18000 ;wipe and shake
G1 X-48.2 F3000
G1 X-28.5 F12000 ;wipe and shake
G1 X-48.2 F3000
M400
M106 P1 S0
M1002 judge_last_extrude_cali_success
M622 J0
M983 F{outer_wall_volumetric_speed/2.4} A0.3 H[nozzle_diameter]; cali dynamic extrusion compensation
M106 P1 S255
M400 S5
G1 X-28.5 F18000
G1 X-48.2 F3000
G1 X-28.5 F18000 ;wipe and shake
G1 X-48.2 F3000
G1 X-28.5 F12000 ;wipe and shake
M400
M106 P1 S0
M623
G1 X-48.2 F3000
M400
M984 A0.1 E1 S1 F{outer_wall_volumetric_speed/2.4} H[nozzle_diameter]
M106 P1 S178
M400 S7
G1 X-28.5 F18000
G1 X-48.2 F3000
G1 X-28.5 F18000 ;wipe and shake
G1 X-48.2 F3000
G1 X-28.5 F12000 ;wipe and shake
G1 X-48.2 F3000
M400
M106 P1 S0
M623 ; end of "draw extrinsic para cali paint"
;G392 S0
;===== auto extrude cali end ========================
;M400
;M73 P1.717
M104 S170 ; prepare to wipe nozzle
M106 S255 ; turn on fan
;===== mech mode fast check start =====================
M1002 gcode_claim_action : 3
G1 X128 Y128 F20000
G1 Z5 F1200
M400 P200
M970.3 Q1 A5 K0 O3
M974 Q1 S2 P0
M970.2 Q1 K1 W58 Z0.1
M974 S2
G1 X128 Y128 F20000
G1 Z5 F1200
M400 P200
M970.3 Q0 A10 K0 O1
M974 Q0 S2 P0
M970.2 Q0 K1 W78 Z0.1
M974 S2
M975 S1
G1 F30000
G1 X0 Y5
G28 X ; re-home XY
G1 Z4 F1200
;===== mech mode fast check end =======================
;M400
;M73 P1.717
;===== wipe nozzle ===============================
M1002 gcode_claim_action : 14
M975 S1
M106 S255 ; turn on fan (G28 has turn off fan)
M211 S; push soft endstop status
M211 X0 Y0 Z0 ;turn off Z axis endstop
;===== remove waste by touching start =====
M104 S170 ; set temp down to heatbed acceptable
M83
G1 E-1 F500
G90
M83
M109 S170
G0 X108 Y-0.5 F30000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X110 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X112 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X114 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X116 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X118 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X120 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X122 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X124 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X126 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X128 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X130 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X132 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X134 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X136 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X138 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X140 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X142 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X144 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X146 F10000
G380 S3 Z-5 F1200
G1 Z2 F1200
G1 X148 F10000
G380 S3 Z-5 F1200
G1 Z5 F30000
;===== remove waste by touching end =====
G1 Z10 F1200
G0 X118 Y261 F30000
G1 Z5 F1200
M109 S{nozzle_temperature_initial_layer[initial_extruder]-50}
G28 Z P0 T300; home z with low precision,permit 300deg temperature
G29.2 S0 ; turn off ABL
M104 S140 ; prepare to abl
G0 Z5 F20000
G0 X128 Y261 F20000 ; move to exposed steel surface
G0 Z-1.01 F1200 ; stop the nozzle
G91
G2 I1 J0 X2 Y0 F2000.1
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G90
G1 Z10 F1200
;===== brush material wipe nozzle =====
G90
G1 Y250 F30000
G1 X55
G1 Z1.300 F1200
G1 Y262.5 F6000
G91
G1 X-35 F30000
G1 Y-0.5
G1 X45
G1 Y-0.5
G1 X-45
G1 Y-0.5
G1 X45
G1 Y-0.5
G1 X-45
G1 Y-0.5
G1 X45
G1 Z5.000 F1200
G90
G1 X30 Y250.000 F30000
G1 Z1.300 F1200
G1 Y262.5 F6000
G91
G1 X35 F30000
G1 Y-0.5
G1 X-45
G1 Y-0.5
G1 X45
G1 Y-0.5
G1 X-45
G1 Y-0.5
G1 X45
G1 Y-0.5
G1 X-45
G1 Z10.000 F1200
;===== brush material wipe nozzle end =====
G90
;G0 X128 Y261 F20000 ; move to exposed steel surface
G1 Y250 F30000
G1 X138
G1 Y261
G0 Z-1.01 F1200 ; stop the nozzle
G91
G2 I1 J0 X2 Y0 F2000.1
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
G2 I1 J0 X2
G2 I-0.75 J0 X-1.5
M109 S140
M106 S255 ; turn on fan (G28 has turn off fan)
M211 R; pop softend status
;===== wipe nozzle end ================================
;M400
;M73 P1.717
;===== bed leveling ==================================
M1002 judge_flag g29_before_print_flag
G90
G1 Z5 F1200
G1 X0 Y0 F30000
G29.2 S1 ; turn on ABL
M190 S[bed_temperature_initial_layer_single]; ensure bed temp
M109 S140
M106 S0 ; turn off fan , too noisy
M622 J1
M1002 gcode_claim_action : 1
G29 A1 X{first_layer_print_min[0]} Y{first_layer_print_min[1]} I{first_layer_print_size[0]} J{first_layer_print_size[1]}
M400
M500 ; save cali data
M623
;===== bed leveling end ================================
;===== home after wipe mouth============================
M1002 judge_flag g29_before_print_flag
M622 J0
M1002 gcode_claim_action : 13
G28
M623
;===== home after wipe mouth end =======================
;M400
;M73 P1.717
G1 X108.000 Y-0.500 F30000
G1 Z0.300 F1200
M400
G2814 Z0.32
M104 S{nozzle_temperature_initial_layer[initial_extruder]} ; prepare to print
;===== nozzle load line ===============================
;G90
;M83
;G1 Z5 F1200
;G1 X88 Y-0.5 F20000
;G1 Z0.3 F1200
;M109 S{nozzle_temperature_initial_layer[initial_extruder]}
;G1 E2 F300
;G1 X168 E4.989 F6000
;G1 Z1 F1200
;===== nozzle load line end ===========================
;===== extrude cali test ===============================
M400
M900 S
M900 C
G90
M83
M109 S{nozzle_temperature_initial_layer[initial_extruder]}
G0 X128 E8 F{outer_wall_volumetric_speed/(24/20) * 60}
G0 X133 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}
G0 X138 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5) * 60}
G0 X143 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}
G0 X148 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5) * 60}
G0 X153 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}
G91
G1 X1 Z-0.300
G1 X4
G1 Z1 F1200
G90
M400
M900 R
M1002 judge_flag extrude_cali_flag
M622 J1
G90
G1 X108.000 Y1.000 F30000
G91
G1 Z-0.700 F1200
G90
M83
G0 X128 E10 F{outer_wall_volumetric_speed/(24/20) * 60}
G0 X133 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}
G0 X138 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5) * 60}
G0 X143 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}
G0 X148 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5) * 60}
G0 X153 E.3742 F{outer_wall_volumetric_speed/(0.3*0.5)/4 * 60}
G91
G1 X1 Z-0.300
G1 X4
G1 Z1 F1200
G90
M400
M623
G1 Z0.2
;M400
;M73 P1.717
;========turn off light and wait extrude temperature =============
M1002 gcode_claim_action : 0
M400
;===== for Textured PEI Plate , lower the nozzle as the nozzle was touching topmost of the texture when homing ==
;curr_bed_type={curr_bed_type}
{if curr_bed_type=="Textured PEI Plate"}
G29.1 Z{-0.02} ; for Textured PEI Plate
{endif}
M960 S1 P0 ; turn off laser
M960 S2 P0 ; turn off laser
M106 S0 ; turn off fan
M106 P2 S0 ; turn off big fan
M106 P3 S0 ; turn off chamber fan
M975 S1 ; turn on mech mode supression
G90
M83
T1000
M211 X0 Y0 Z0 ;turn off soft endstop
;G392 S1 ; turn on clog detection
M1007 S1 ; turn on mass estimation
G29.4
License
You shall not share, sub-license, sell, rent, host, transfer, or distribute in any way the digital or 3D printed versions of this object, nor any other derivative work of this object in its digital or physical format (including - but not limited to - remixes of this object, and hosting on other digital platforms). The objects may not be used without permission in any way whatsoever in which you charge money, or collect fees.
Comment & Rating (159)